1、以最简单的结构做出最优良的产品(这叫性价比,降低制造成本提高成品市场竟争力)。
2、以与产品结构性能最匹配的材料做为产品的首选材料;
3、壁厚不宜过厚并且要尽量均匀(壁厚理论上取产品长度的1/10)一般1.2、1.5、2.0、2.2、2.5、3.0等。
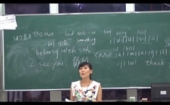
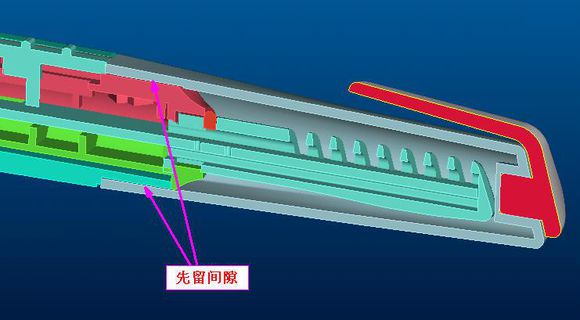
4、产品配合位设计时不能设计成零对零(即两零件之间不能没有间隙,后附图),一般都要预留0.1的间隙,结构设计中把0.15以下称死配合,0.15以上称运动配合。
5、在进行产品结构设计时产品外形的直身位和涉及到装配位都要加上脱模斜度。
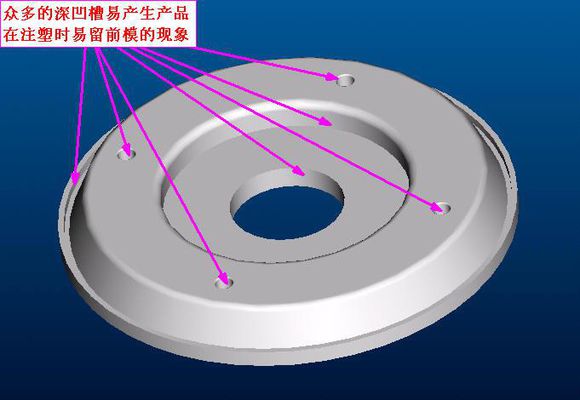
6、产品内部无关紧要的特征可以让模具设计人来增加脱模斜度,结构设计人员只需要在后期的工程图加上未注脱模斜度多少度的字样,给脱模斜度时尽量给到2度以上(如果表面晒粗纹甚至要给7度以上,一般来说晒纹深度加0.01,脱模斜度增加2度),另前模部份脱模斜度可加大,可以防止产品在注塑时留前模。

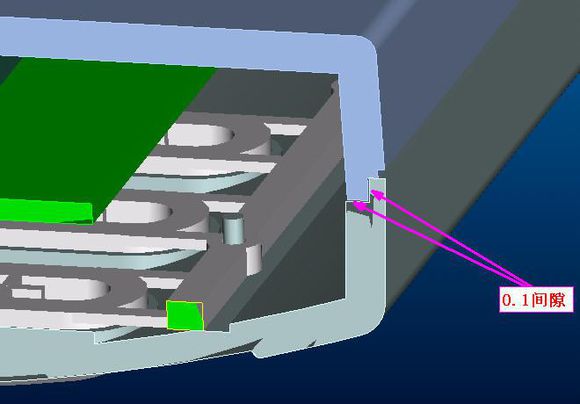
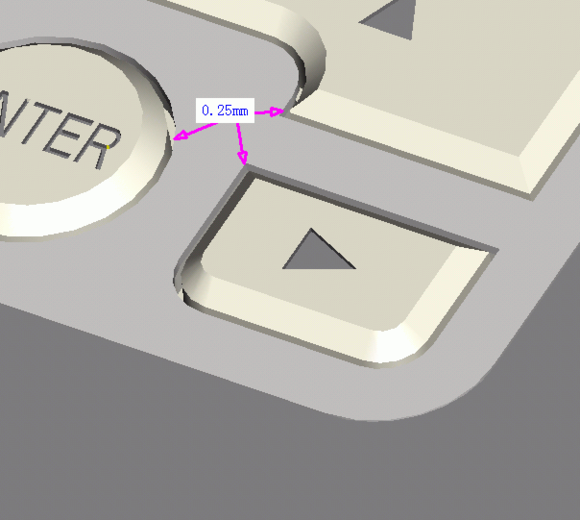
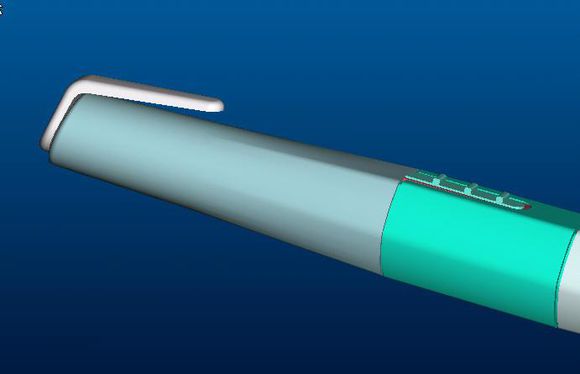
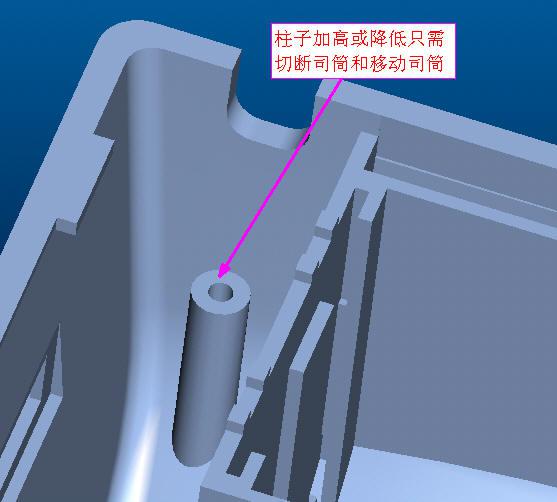
7、产品设计要秉承加胶容易减胶难的设计原则,特别对一些要进行紧配合的产品如笔盖与笔筒(后附图),可以先行做松一点再进行适当的加胶进行紧配合,那么为什么加胶容易,因为一般的加胶在改模时只要用铜公再打一次火花就可以,减胶则要烧焊 (分型面加胶除外,如枕位处加胶则也要烧焊,后附图),分型面枕位处更改 柱子加胶。
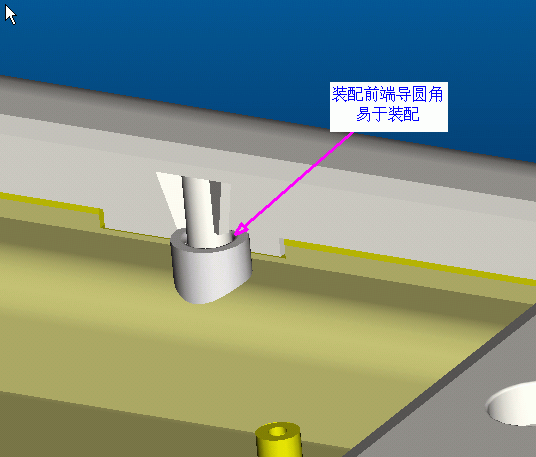
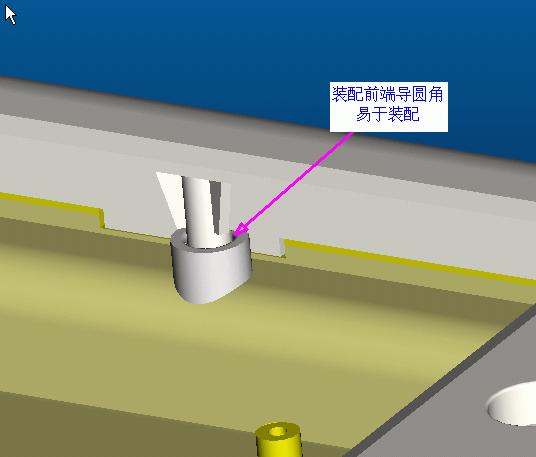
8、装配零件前端斜度做大和加导角。
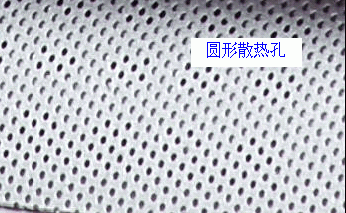
9、档骨及一些散热孔尽量做成圆形不要做方形,因圆形加工较方形容易,圆形件一般车床加工较方便,而方形件要线割或铣削都可耗时。
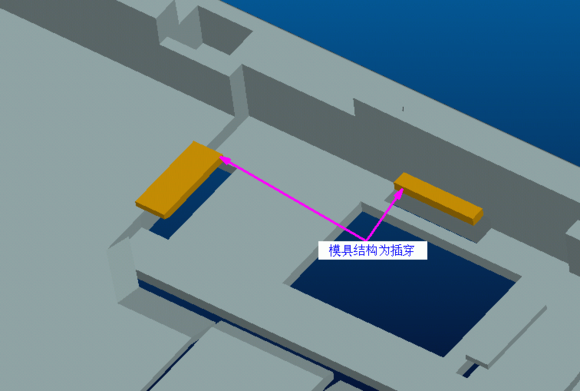
10、能做插穿孔结构就不要做成行位结构。
11、深柱(骨)位加筋,防止注塑时变形和增加柱位强度。
12、能取平面不取弧面 。